Torque controlled screw tightening has always been the most reliable and easily applied method to produce a quality screw joint. But is torque control really going to give the perfect assembly every time?
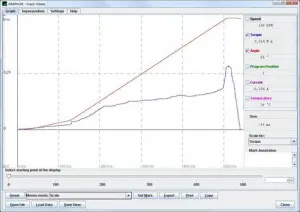
Torque curve based on a friction controlled screw joint
Firstly, what is a perfect screw joint? What do we want to achieve by assembling a screw in a product?
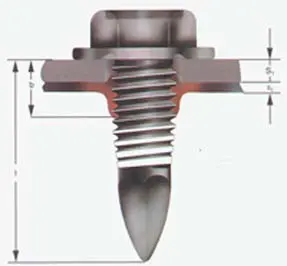
We normally need to join two parts together, but more than that we want to induce tension in the joint so that the parts do not come apart. Sometimes we also need to seal the parts together to prevent leakage or keep dust and water out.
So the aim for a screw joint is not simply to assemble the screw to a target torque within a set tolerance, but it is to induce a constant clamping or pre-load force.
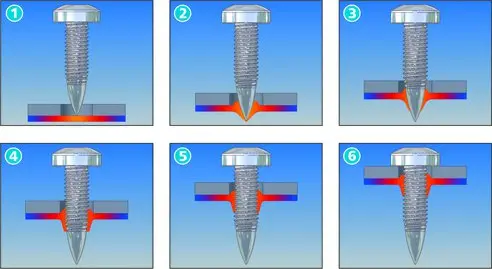
When we apply torque to a screw joint we can calculate the amount of tension induced in the joint assuming that there is no friction in the joint. In a low friction assembly (eg machine thread screw into a pre-tapped hole) almost all of the torque will induce tension in the joint. If you know the pitch of the thread and the torque applied you can then calculate the tension.
Fluctuating screw-in torque influences pre-load force!
What about thread forming and self tapping screws? We know that a portion of the torque is lost to friction and by doing some analysis we can subtract the friction and figure out the average torque used to clamp the parts. In most cases this will be enough, but what if the friction is not the same in every assembly?
What if a screw with a thread diameter at the high end of it’s tolerance meets a part with a hole dia that is at the low end of the tolerance? In this case less torque will be used to clamp the joint and it may not be enough. At the other end of the spectrum, there could be too much torque which could strip the joint or damage the part.
The solution is Friction Tightening. The advent of EC and EC servo screwdrivers has paved the way to improving the quality of screw joints. Today we can assemble the screw, calculate the friction torque and then add the pre-determined tightening torque. So if the friction torque varies, the actual clamping torque and consequently the clamping force will still be constant on every assembly.
Using the friction torque measurement we cannot use the final torque for statistical analysis anymore. The final tightening torque is the sum of the friction torque and the clamping torque the final torque accuracy will depend on the quality of the joint and the screws. We now have to look at the clamping torque only for statistical analysis.

EC screwdriver controller AST40 and friction controlled torque curve
The friction torque method is already well established in the international automotive industry as well as the electronic, mobile technology, household goods and medical industries.
Friction tightening modules are optionally available on Deprag’s Hand Held programmable screwdrivers and machine mountable electric screwdrivers.
For more information or if you would like to discuss an application, please don’t hesitate to contact us.