Fully automated assembly systems not only offer fast assembly, but they also guarantee a higher level of quality control. Unfortunately, professionally designed, reliable automated assembly equipment is expensive and often inflexible. Unless there are very large volumes over a length of time, many automatic assembly automation projects are not viable.
The solution? Intelligent – Manual – Assembly cells.
Increasingly manufacturers are finding a middle ground between hand assembly and fully automated assembly cells. Unknown product life cycles, unpredictable demand and sudden downturns means that manufacturers are looking for the most flexible system possible. With modern screwdriving, screwfeeders and controllers we able to guarantee complete process control, minimize assembly time and provide flexibility at the same time.
A typical Intelligent Manual Assembly Cell will consist of one or more hand guided screwdrivers mounted in a position control stand connected to one or more screw feeders.
- The screwdriver is typically freely programmable and different torques can be called up depending on the part to be assembled and the position of the screwdriver.
- The torque of each screw is monitored and recorded. If a screw is not assembled to torque or depth the operator will be alerted.
- Screws can be automatically fed to the screwdriver after every assembly. We can even feed and assemble different screws for the one part.
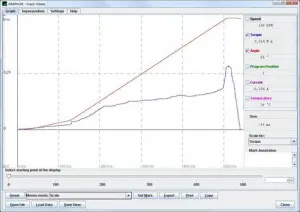
- The torque, angle and assembly time of each screw can be monitored
- Other assembly tasks can be monitored by the controller and additional sensors
- The workstation can be designed for the assembly of numerous different parts

Flexible screw assembly with full quality control
Peter Smith, production engineer at a well-known manufacturer of heating control units explained his requirements:
“Our heating control units are available, according to type and size of heating system, in the most varied of designs. With the recent introduction of our new control units we are starting three separate series, our HCU25, HCU50 and HCU100. When launching our new series onto the market we are unable to estimate the expected production amounts accurately. It is also difficult to plan out how the quantities required of each individual version will develop in relation to one other. It is for exactly this reason that we require highly flexible assembly equipment. Ideally production should be able to be simply, reliably and economically adapted to each of the product versions. Additionally for our HCU assembly we have the highest requirements for processing reliability as is usual for electronic components. The sequential order of assembly must be guaranteed and each step must be documented and integrated into our manufacturing execution systems”.
Normally this requirement of a strict sequence and documentation calls for automation. However in the costs of automation and unknown production numbers excluded automation.
Deprag were able to offer an intelligent manual assembly cell that could be used to assemble all three HCU’s even though they each used different parts, sequence of assembly, different screws and torques.
Using interchangeable adapters, assembly can be easily converted to the various sizes of HCU25, HCU50 and HCU100. Work piece adapters are equipped with integrated sensor technology and communicate with a superior controller.
Furthermore the assembly required ESD safe and technical cleanliness. The screws were fed with sword feeders instead of vibratory feeders and the assembly and positioning of the screws was done with vacuum pick up and particle killers.
Mr Smith says –
“The collaboration with DEPRAG has been impressive. All our technical requirements were realised with already existing harmonised standard components within the shortest space of time. And what is particularly important for us, all system components come to us from one source. When we need to increase our production capacity we can flexibly expand our assembly line”.
If you would like to know more, or to discuss your project, please contact us here.